
WISE Fusion von Kemppi Finnland

Sorgt für eine optimale Lichtbogenlänge
WiseFusion ist eine Schweißfunktion für Puls- und synergetische MIG/MAG-Schweißen.
• Ziel ist es, den Lichtbogen so zu fokussieren, dass sich die Lichtbogendichte auf einen engen Bereich konzentriert.
• Die adaptive Lichtbogenlängenregelung hält den Lichtbogen stets innerhalb der Kurzschlussgrenzen.
• WiseFusion ist eine Schweißfunktion für Puls- und synergetische MIG/MAG-Schweißen.
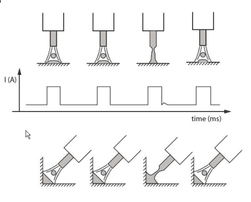
Im Impulslichtbogen gibt der WiseFusion-Prozentsatz an, wie viele Kurzschlüsse in Impulssequenzen auftreten. Beispiel: Der WiseFusion-Prozentsatz beträgt 25. Drei von vier Tropfenablösungen treten im offenen Lichtbogen und eine von vier bei Kurzschlüssen auf. Beim synergetischen Sprühlichtbogen berechnet die Stromquelle die Kurzschlüsse kontinuierlich und hält den gewünschten WiseFusion-Prozentsatz ein.
Funktion, Vorteile & Merkmale
Hervorragende Schweißbadkontrolle beim Positionsschweißen
• Kleines Schweißbad
• Einfaches Schweißen in allen Positionen
Schmaler und energiereicher Lichtbogen
• Gute Lichtbogenfokussierung
• Höhere Schweißgeschwindigkeit
• Schmale und tiefe Fugen
Keine Feineinstellung der Lichtbogenlänge erforderlich
• Immer die richtigen Parameter
• Einfache Bedienung
Anwendung bei z.B.
Aluminium-Positionsschweißen
• Hervorragende Schweißbadkontrolle
• Einfaches Schweißen in allen Positionen
Anspruchsvolle nickelbasierte Zusatzwerkstoffe
• Draht klebt leicht an der Kontaktspitze
• Lichtbogenlänge nimmt zu stark zu
• Wise-Fusion-Funktion hält die Lichtbogenlänge optimal kurz
Hochfeste Stähle
• 15 % geringere Schweißenergie als beim Puls-MAG
• Schmaler und gut fokussierter Lichtbogen.

AlMg5-Positionsschweißen
• Zusatzwerkstoff: AlMg5 1,2 mm
• Blechdicke: 3 mm
• Fugenform: T-Stoß
• Schweißposition: Vertikal
• Kehlnaht von unten nach oben

Geringere Schweißenergie mit WiseFusion™
1. Geringere Schweißenergie
2. Schweißen in engen Fugen möglich
→ weniger Zusatzwerkstoff
→ geringere Schweißenergie

Hochfeste Stähle
• 15 % geringere Wärmeeinbringung als beim Impuls-MAG
• Schmaler und gut fokussierter Lichtbogen
• → Schweißen in engen Fugen möglich
• → kleineres Schmelzbad und geringere Wärmeeinbringung
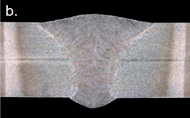
a) Impuls-MAG mit WiseFusionTM
I-Fuge, 2 mm Wurzelspalt
Wärmeeinbringung: 0,39 kJ/mm
b) Impuls-MAG
40° V-Fuge, 1 mm Wurzelspalt
Wärmeeinbringung: 0,76 kJ/mm
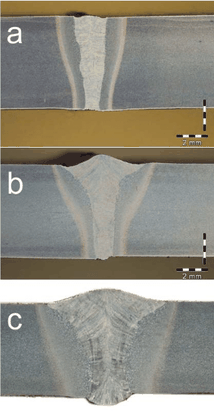
Schweißen hochfester Stähle
1. Wahl des Schweißverfahrens
a) Laser
b) Laser + MAG (Hybrid)
c) Puls-MAG
2. Richtige Schweißdurchführung und hohe Qualität
3. Wahl des Zusatzwerkstoffs
• Unteranpassung
• Anpassung
• Überanpassung
4. Richtige Schweißparameter (Schweißenergie E)
Grundwerkstoff Optim 960 QC 6 mm
a) Laser
Schweißgeschwindigkeit 1,2 m/min
Schweißenergie 0,26 kJ/mm
Streckgrenze 1024 MPa
+ Geringe Schweißenergie
+ Geringer Verzug
- Geringe Fugentoleranz
- Teuer
b) Laser + MAG (Hybrid)
Schweißgeschwindigkeit 2,0 m/min
Schweißenergie 0,35 kJ/mm
Streckgrenze 979 MPa
+ Geringe Schweißenergie
+ Geringer Verzug
+ Hohe Produktivität
- Anspruchsvoller Prozess
- Teuer
c) Puls-MAG mit WiseFusion
Schweißgeschwindigkeit 0,8 m/min
Schweißenergie 0,59 kJ/mm
Streckgrenze 981 MPa
+ Günstig
+ Einfacher Prozess
+ Auch manuelles Schweißen möglich
- Geringere Energiedichte
- Geringere Produktivität







