WISE Root+ von Kemppi Finnland

Ein neuartiger und produktiver maßgeschneiderter Kurzlichtbogenprozess für das manuelle und mechanisierte Schweißen der Wurzellage
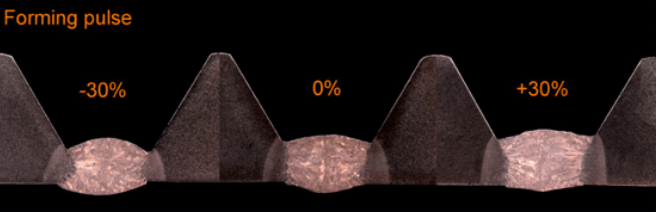
Beim WiseRoot-Schweißverfahren werden Schweißstrom und -spannung digital geregelt. Das Verfahren ist ein speziell auf das Wurzellagenschweißen zugeschnittener Kurzlichtbogenprozess. Durch die richtige Einstellung der Parameter wird ein stabiler und nahezu spritzerfreier Lichtbogen und damit eine hervorragende Schweißqualität erreicht. Abbildung 1 zeigt ein typisches Profil der mit diesem Verfahren geschweißten Wurzellage.


In der Kurzschlussphase:
Der Fülldraht berührt das Werkstück und verursacht einen Kurzschluss. Der Schweißstrom steigt schnell an, wodurch die Drahtspitze in den Quetschmodus gezwungen wird. Der Tropfen löst sich und gelangt sanft in das Schweißbad.
In der Lichtbogenphase:
Der Lichtbogen zündet bei niedriger Stromstärke erneut. Der Draht und die Fugenflächen werden geschmolzen. Kontrollierte Lichtbogenkraft bildet ein geschmolzenes
Schweißbad. Der Strom sinkt schnell auf das Grundstromniveau.
Vorteile des Wise Root Prozesses sind
Leicht zu erlernen und anzuwenden
Weniger Spritzer
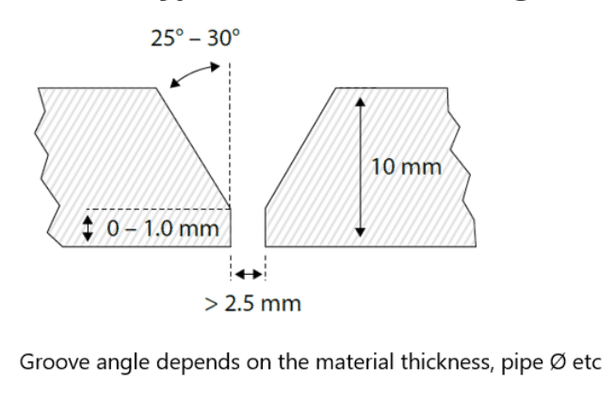
Ermöglicht die Verwendung eines weiten Nutspalts und reduziert das Nutvolumen.
Kein Stützring erforderlich
Hocheffizienter Prozess » 10 % schneller als normales MAG-Schweißen und dreimal schneller als WIG-Schweißen
Erzeugt hochwertige Schweißnähte
Geeignet für Positionsschweißen
WiseRoot ist ein MIG/MAG-Schweißverfahren 131, 133, 135, 136 oder 138 gemäß EN ISO 4063
Einstellbare Process Parameter
Die Schweißleistung (Drahtvorschubgeschwindigkeit) ist der Hauptparameter (Lichtbogenenergie und Wärmeeintrag).
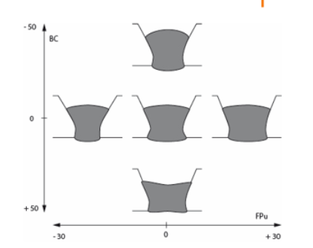
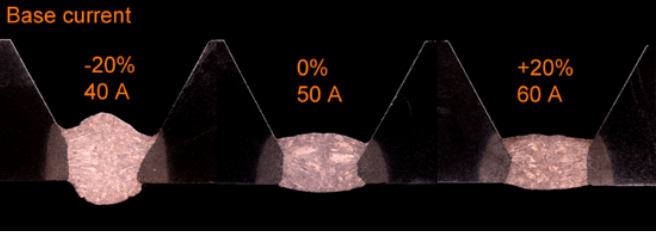
Mit der Einstellung des Basisstroms (BC) lässt sich die Lichtbogenenergie verändern. Ein höherer Basisstrom bedeutet einen höheren Wärmeeintrag in das geschweißte Material.
Mit der Einstellung des Formierimpulses (FPu) lässt sich die Stärke des Formierimpulses verändern. Ein höherer Wert bedeutet mehr Kraft für den Lichtbogen.
Mit der Einstellung der Stick-Out-Länge lässt sich die Frequenz verändern. Ein geringerer Stick-Out bedeutet eine höhere Frequenz.
Das Verfahren toleriert Wurzelspaltabweichungen in gewissen Grenzen, der WFS-Wert muss jedoch für den verwendeten Wurzelspalt geeignet sein.


Schweißanweisung
MIG/MAG
Gerade 90°-Brennerwinkel
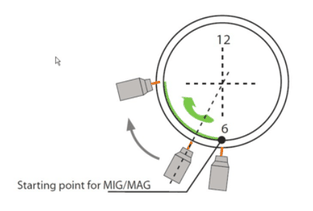
Vertikalschweißtechnik
Brenner zeigt zur Rohrmitte
Oszillation: Ja
Oszillationsverzögerungen an den Seiten
WiseRoot
Ziehwinkel 10°–15°
Überkopfschweißen: 5–6° gerade
Lichtbogen trägt das Schweißbad
Fallnahtschweißen
Oszillation:
Flach / 12° Ja
Vertikal / 3° / 9° Ja
Überkopfschweißen / 6° Ja
Bei der Oszillation keine seitlichen Verzögerungen
Für Fülllagen verwenden Sie synergisches MAG mit Massiv- oder Fülldraht

Kontinuierliche Oszillation ohne Verzögerungen an den Fugenrändern. Die Oszillationsfrequenz ist höher als beim Steigschweißen. Die Schweißleistung wird entsprechend der Fugenöffnung und der Fugenfläche reguliert.
Vorschubgeschwindigkeit und Oszillationsbreite
Die Eindringtiefe nimmt mit zunehmendem Winkel der Schweißzange zu.
HINWEIS: Vermeiden Sie zu starke Oszillationen – nutzen Sie die maximale Vorschubgeschwindigkeit.