WISE Steel von Kemppi Finnland

Qualität und Produktivität für das MAG-Schweißen von Baustählen
Auf den Wärmeeintrag kommt es an
Als Baustahl werden Kohlenstoffstähle verwendet, die vor allem für tragende Strukturen gedacht sind. Typische Anwendungen sind tragende Strukturen in Gebäuden und Brücken sowie die Rahmen verschiedener Fahrzeuge. Insbesondere im Fahrzeugbau geht der Trend seit geraumer Zeit zu leichteren Strukturen und einer verbesserten Energieeffizienz. Diese Entwicklung hat die Hersteller dazu gebracht, dünneren, aber stärkeren Stahl zu verwenden. Mittlerweile gibt es eine große Auswahl von Baustählen in verschiedenen Festigkeitsklassen auf dem Markt.
Beim Schweißen von stärkeren Stahlsorten wird der Wärmeeintrag zu einem wichtigen Thema, um die mechanischen Eigenschaften des Stahls sowohl im Bereich der Schweißnaht als auch der Wärmeeinflusszone (WEZ) zu beizubehalten. Wenn der Wärmeeintrag zu hoch ist, wird die Wärmeeinflusszone des Stahls weicher, was wiederum die statische Festigkeit des Stahls verringert.
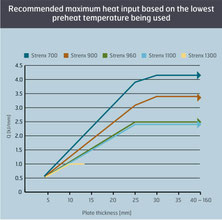
Beispielsweise umfasst die Strenx®-Produktfamilie von SSAB Baustähle mit Streckgrenzen zwischen 700 und 1300 MPa. Abbildung 1 zeigt den maximal zulässigen Wärmeeintrag für verschiedene Plattenstärken von Stählen der Strenx®-Produktfamilie von SSAB, wenn kein Vorwärmen vor dem Schweißen erfolgt. Die Abbildung verdeutlicht, dass der Wärmeeintrag bei den stärksten Klassen und dünnsten Platten 0,5 kJ/mm nicht überschreiten darf.
Die Lösung liegt in der Lichtbogensteuerung
Die immer anspruchsvolleren Baustähle von heute stellen hohe Anforderungen an die Schweißausrüstung. Mit über 70 Jahren Erfahrung in der Entwicklung der Lichtbogenschweißtechnik hat Kemppi praktische Lösungen geschaffen, die auf der Lichtbogensteuerung basieren. Moderne, digital gesteuerte Schweißinverter können Ströme in den verschiedenen Phasen des Schweißprozesses sehr präzise und schnell regeln.
WiseSteel ist ein von Kemppi entwickeltes MAG-Schweißverfahren zum Schweißen von Baustählen. Das Verfahren kann zum Schweißen von massivem Baustahl und Fülldrähten verschiedener Festigkeitsklassen unter Verwendung von Ar + 8-18% CO2-Schutzgas genutzt werden.
Das Schweißlabor von Kemppi begann mit der Entwicklung des WiseSteel-Schweißverfahrens mit dem Ziel, jeden Lichtbogentyp für das traditionelle MAG-Schweißen zu verbessern, was auch die Qualität und Produktivität des Baustahlschweißens für verschiedene Plattenstärken verbessern sollte. Das Verfahren kann das Risiko von Schweißfehlern bei hohen Schweißgeschwindigkeiten reduzieren. Außerdem ermöglicht es einen niedrigeren Wärmeeintrag, der für stärkere Stahlsorten erforderlich ist.
Beim Kurzlichtbogen misst der WiseSteel-Prozess die Kurzschlussfrequenz und passt die Spannung adaptiv an. Beginnt beispielsweise die Kurzschlussfrequenz zu sinken, wird die Spannung adaptiv niedriger eingestellt, was wiederum eine Erhöhung der Frequenz zur Folge hat.
Schweißer nutzen Auge und Ohr, um die Kurzschlussfrequenz beim Kurzlichtbogenschweißen zu bestimmen. Beim richtigen Spannungslevel für einen Kurzlichtbogen ist die Kurzschlussfrequenz hoch genug, sodass der Schweißer einen gut fokussierten Lichtbogen sieht und ein sattes Brummgeräusch ohne Störungen hört. Der Kurzlichtbogenbereich des WiseSteel-Prozesses kann sowohl für 1-3 mm dünne Platten als auch für dickere Platten beim Wurzellagen- und Positionsschweißen eingesetzt werden.
Übergangslichtbogen ist beim MAG-Schweißen ein Lichtbogentyp, der Schweißspritzer erzeugt und deshalb normalerweise vermieden werden sollte. Beim WiseSteel-Prozess wird die Drahtvorschubgeschwindigkeit mit einer Frequenz von etwa 2 Hz zwischen den Kurzlichtbogen- und den Sprühlichtbogenwerten variiert. Diese Vorgehensweise stellt sicher, dass die durchschnittliche Stromstärke im Übergangslichtbogenbereich bleibt, während das Schweißen mit Kurz- und Sprühlichtbogen für kurze Zeiträume erfolgt. Der Übergangslichtbogenbereich des WiseSteel-Prozesses liegt bei etwa 200 Ampere auf beiden Seiten und ist für Plattenstärken von 4 bis 5 mm geeignet.
Im Sprühlichtbogenbereich pulsiert der Schweißstrom mit einer Frequenz von etwa 200 bis 300 Hz, was die Ausrichtung und Stabilität des Lichtbogens auch bei niedrigen Lichtbogenspannungen verbessert. Bei der Suche nach hohen Schweißgeschwindigkeiten und einem geringen Wärmeeintrag sind eine gute Lichtbogenkonzentration und eine niedrige Lichtbogenspannung (= kurze Lichtbogenlänge) ausschlaggebend. Der Sprühlichtbogenbereich des WiseSteel-Prozesses beginnt bei etwa 250 Ampere. Er eignet sich für das Schweißen von Stahlplatten ab einer Stärke von 5 mm in Querposition und in Wannenlage.

Schnelleres Schweißen mit niedrigem Wärmeeintrag
Das Schweißlabor von Kemppi hat verschiedene Schweißtests mit dem WiseSteel-Prozess durchgeführt. Die folgenden Beispiele zeigen zwei Kehlnähte im Detail. Die Prüfwerkstoffe waren S355-Baustahl, 1, 2 mm starker G3Si1-Massivdraht (ER70S-6) und Ar + 18% CO2-Schutzgas. Bei der 6 mm starken Platte war das Ziel eine effektive Nahtdicke von 4 mm bei guter Qualität und Produktivität. Bei dem etwas dünneren, 5 mm starken Material bestand das Ziel darin, eine effektive Nahtdicke von 3 mm bei höchstmöglicher Schweißgeschwindigkeit zu erreichen.
Abbildung 6 zeigt eine Schweißnaht in Querposition bei einer Plattenstärke von 6 mm. Verwendete Schweißparameter:
Drahtvorschubgeschwindigkeit: 11 m/min
Schweißstrom: 330 A
Lichtbogenspannung: 28,8 V
Schweißgeschwindigkeit: 600 mm/min
Wärmeeintrag: 0,76 kJ/mm
Effektive Nahtdicke: 4,36 mm

Diese Abbildung zeigt Testschweißnähte an einer 5 mm starken Platte zum Vergleich verschiedener MAG-Schweißverfahren. Ziel war es, eine effektive Nahtdicke von 3 mm mit dem WiseSteel-Prozess bei möglichst hoher Schweißgeschwindigkeit ohne Schweißfehler zu erreichen. Beim Schweißen mit hohen Geschwindigkeiten muss der Lichtbogen stark konzentriert sein. In der Praxis bedeutet dies einen kurzen Lichtbogen und somit eine niedrige Lichtbogenspannung. Deshalb wurde bei den Vergleichstests die Lichtbogenspannung für alle Prozesse auf den gleichen Wert eingestellt. Verwendete Schweißparameter:
Drahtvorschubgeschwindigkeit: 12 m/min
Schweißstrom: 370 A
Lichtbogenspannung: 28,7 V
Schweißgeschwindigkeit: 1100 mm/min
Wärmeeintrag: 0,46 kJ/mm
Beim Schweißen mit hohen Schweißgeschwindigkeiten steigt die Gefahr von Einbrandkerben, was an den Punkten A und B in Abbildung 7 zu erkennen ist. Ein weiterer typischer Fehler beim Schweißen mit hoher Geschwindigkeit und geringem Wärmeeintrag ist übermäßige Konvexität. Hinsichtlich der übermäßigen Konvexität erfüllen alle Schweißnähte in Abbildung 7 die Anforderungen der EN ISO 5817 Klasse B. Unterschiede sind jedoch bei der Betrachtung der effektiven Nahtdicken zu erkennen:
A) Synergetischer Sprühlichtbogen MAG: Nahtdicke 2,99 mm
B) Puls MAG: Nahtdicke 3,07 mm
C) WiseSteel: Nahtdicke 3,23 mm